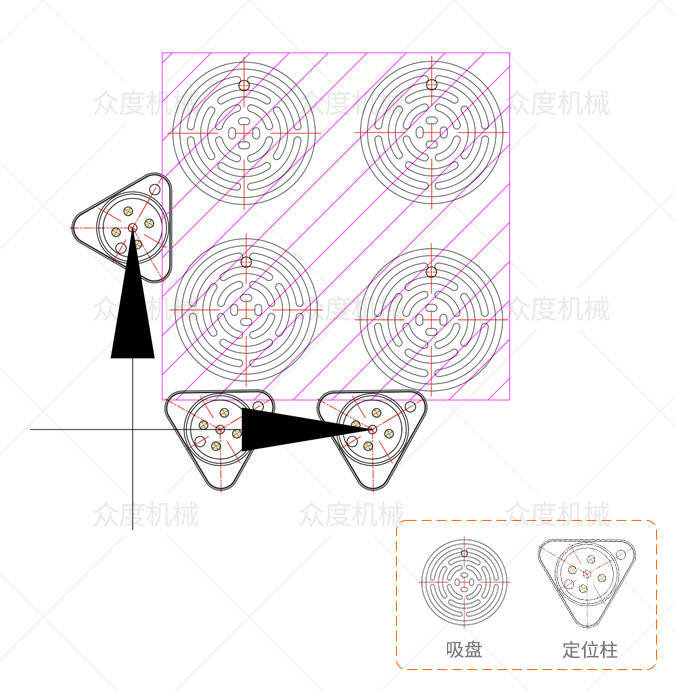
大家都知道大部分玻璃外形为矩形;矩形的一个重要特性就是对角线相等。在实际生产中,加工的产品型状与理想型状会有一定程度的偏差,表现出来就是对角一边长一边短,外观形状就不会是一个标准的矩形形状,有可能是梯形,也有可能是平行四边形。所以玻璃磨边机加工的玻璃测量产品对角线也是其中一种较实用和快捷的产品质量检测方法。但对角线相等也并不完全就是标准的矩形,别忘了等腰梯形也是对角线相等的,还要配合平衡边的长边测量才能准确确定是否标准的矩形。
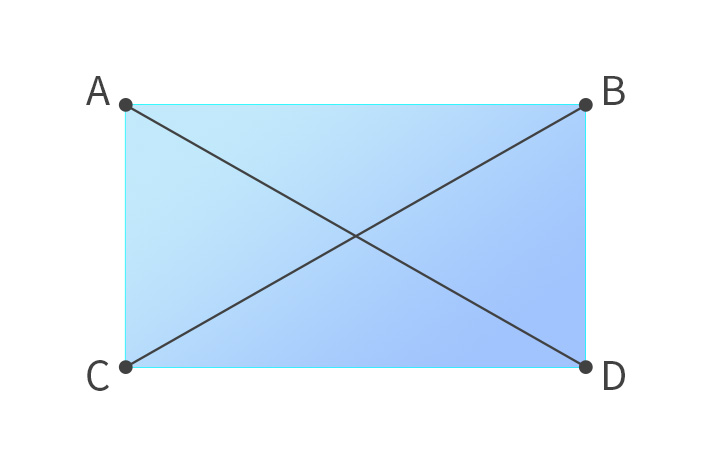
如图A点至D点和B点至C点为两组对角线
直线玻璃磨边机产生对角线误差的控制:(引用于网络文章)
1、玻璃运送运动平衡,如果玻璃磨轮周期性前后窜动。这样玻璃磨边机加工出来的产品就会不平直,出现波浪边。
2、控制玻璃磨轮无前后窜动,产品在纵向与刀具有想对运动,有三种可能:
(1)玻璃磨边机加工过程中,由于两对边切削力不均。而夹紧力又不够大,导致产品在纵向窜动,从而引起玻璃磨边机加工时玻璃波浪边及对边不平行。
(2)产品两边运动速度不相等,导致边不平行即大小头。
(3)大梁调节丝杆与调节铜锣母间隙大,当对中机构进行对中时。受对中力挤压。两大梁距增大,从而引起波浪边及对边不平行。
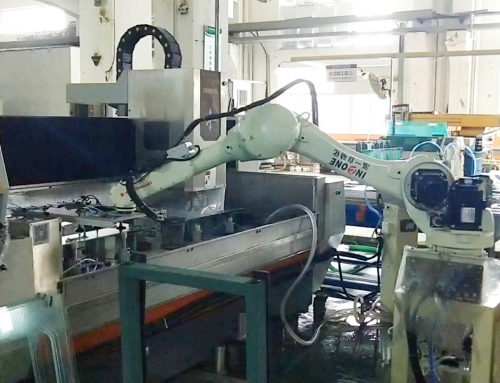
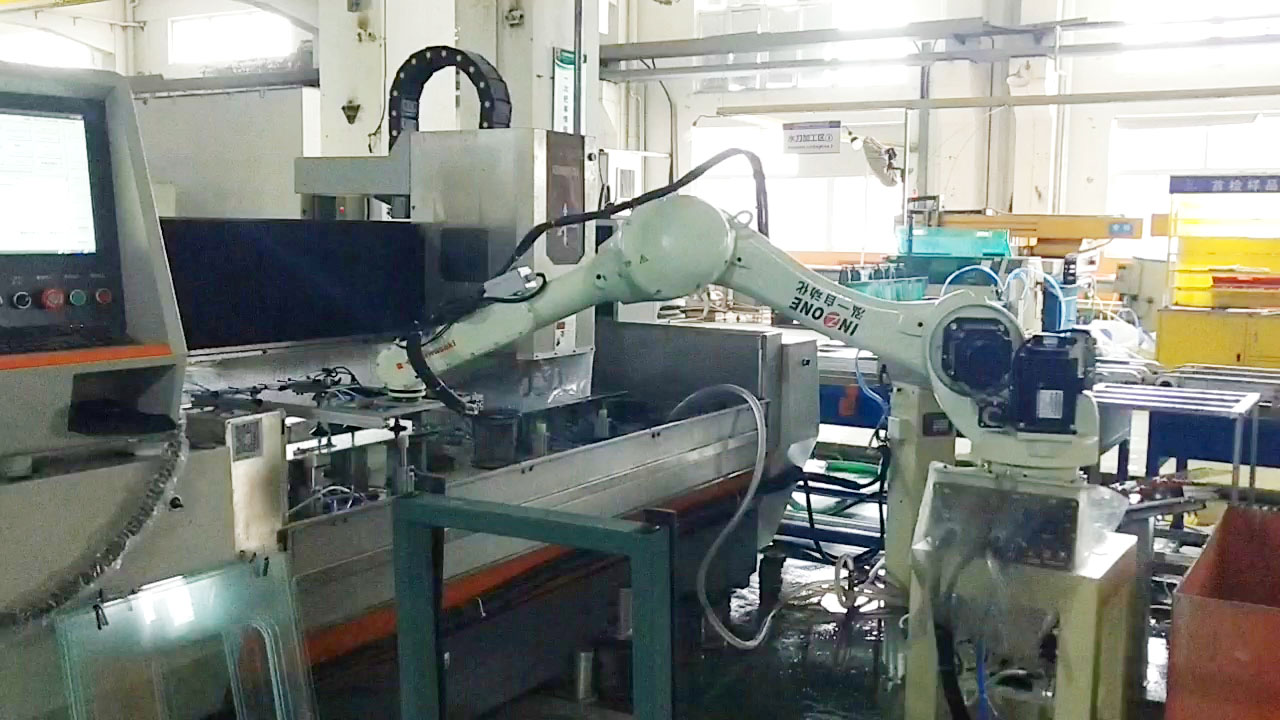
以上是直线玻璃磨边机对角线误差的控制方法,还有一种方法就是使用玻璃加工中心(又称异形玻璃磨边机)加工玻璃,因为玻璃加工中心的加工方法与直线玻璃磨边机的方法完全不同,玻璃加工中心是玻璃开介后直接走玻璃周长加工而成,这样可能完全避免玻璃加工时对角线的误差问题(除非设备精度有问题),同时一台设备完成了直线磨边机+玻璃倒角机的工作,节省场地和人工。


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}